- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






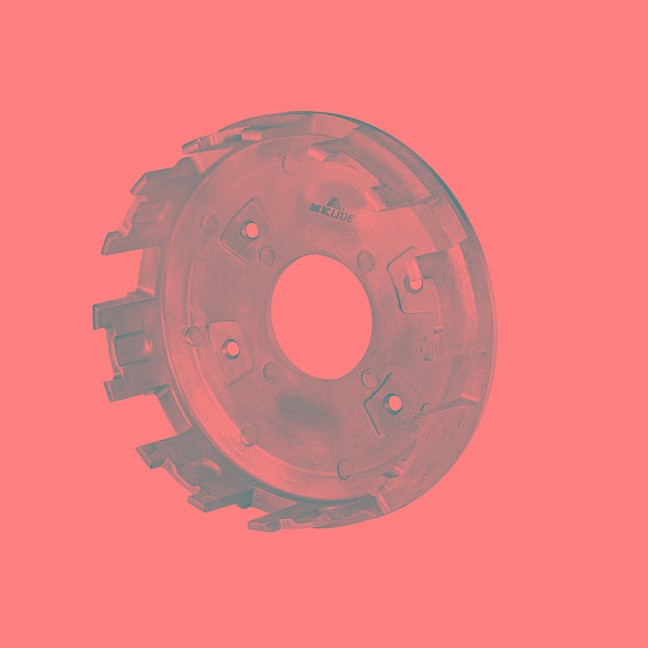

ریخته گری اجزای کلاچ
Xiamen Hongyu Technology Technology Co. ، Ltd. یک تولید کننده حرفه ای در اجزای کلاچ ریخته گری است که مساحت 12،000 متر مربع ، مجهز به مراکز ماشینکاری ، لت های CNC Gantry ، دستگاه های برش لیزر ، دستگاه های خمشی CNC و سایر تجهیزات را پوشش می دهد. این شرکت بیش از 70 مهندس و متخصص ماهر دارد. محصولات به بیش از 30 کشور از جمله ایالات متحده ، مکزیک ، اسپانیا ، نروژ ، مراکش و کره جنوبی صادر می شوند.
نوع محصول: اجزای کلاچ ریخته گری
اندازه: سفارشی سازی پشتیبانی می شود
کنترل کیفیت: 100 ٪ بازرسی کامل
صدور گواهینامه: ISO9001/CE/ROHS ، IATF
ارسال استعلام
توضیحات محصول
با توجه به تقاضای سبک وزن ، برخی از قطعات کلیدی در اتومبیل ها به تولید ریخته گری مداوم در مقیاس بزرگ تبدیل شده اند. با توجه به مشکلات کیفیت ریخته گری و میزان عملکرد که ممکن است از فرآیند ریخته گری مرده ناشی شود ، چگونگی تأیید عمر خدمات اجزای کلاچ ریخته گری به کانون توجه کار تأمین کننده قطعات کلاچ ریخته گری شده است.
HY از سیستم شبیه سازی ریخته گری برای مطالعه طراحی سیستم سرریز ، تجزیه و تحلیل تأثیر پارامترهای فرآیند مانند محدوده پر سرعت و افزایش زمان بر نقص منافذ و به دست آوردن تجربه در بهبود نقص منافذ استفاده می کند ، که تجربه ای را برای توسعه محصول بعدی فراهم می کند.
اجزای کلاچ ریخته گری حاوی چندین بخش مهم است:
1. CAST CLUTCH CONTENTSFLYWHEEL. اول ، برای حفظ بی تحرکی چرخشی عمل می کند. دوم ، حلقه دنده مورد نیاز برای شروع کار را فراهم می کند. سوم ، سطح اصطکاک رانندگی را برای صفحه اصطکاک فراهم می کند.
2. صفحه فشار کلاچ. صفحه فشار فشار را برای نگه داشتن صفحه اصطکاک رانده شده بین صفحه فشار و چرخ فلک اعمال می کند. صفحه فشار حاوی دیافراگم یا چشمه ای است که فشار را به سطح اصلی ریخته گری یا رانندگی اعمال می کند. برای رها کردن یا جدا کردن درایو ، دیافراگم یا اهرم کلاچ فعال می شود تا ریخته گری اصلی از صفحه رانده شده جدا شود. آلیاژهای چدن ، مانند خاکستری چدن GG30 ، GG25 (آلمانی استاندارد DIN 1691) معمولاً برای ساخت ریخته گری های صفحه فشار کلاچ استفاده می شوند. این مواد از استحکام فشاری بالا ، استحکام کششی کم و بدون انعطاف پذیری برخوردار هستند.
3. بلبرینگ مونتاژ کلاچ. محیط درایو را بین مونتاژ کلاچ چرخان و چنگال کلاچ ثابت و گیربکس فراهم می کند. بلبرینگ نیروی قطع کلاچ را جذب کرده و سایش بین اجزای چرخان و غیر چرخان را کاهش می دهد.
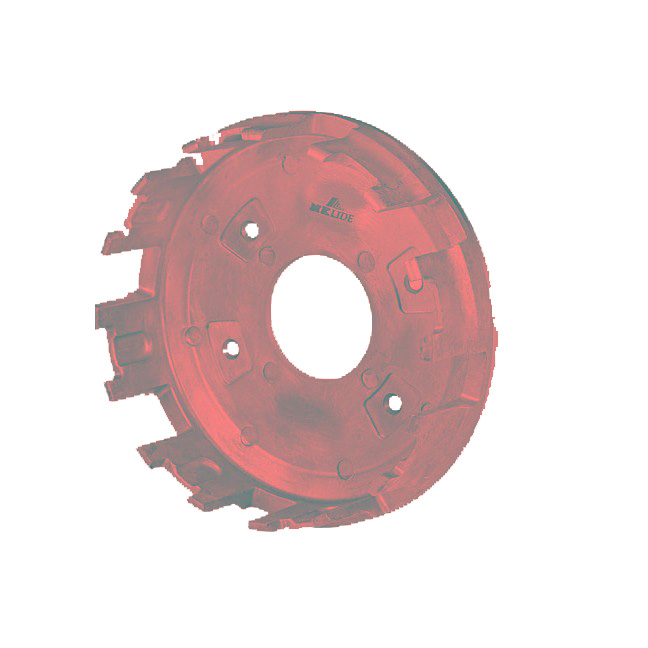
ساختار و نقاط طراحی اجزای کلاچ ریخته گری
خروجی سالانه اجزای کلاچ ریخته گری تولید شده توسط HY بیش از 120،000 قطعه است. کل توسط فرآیند ریخته گری قالب تشکیل شده و با کوره کمی برای انتقال مایع آلومینیوم مطابقت دارد.
قسمت پایین اجزای کلاچ ریخته گری یک سطح ماشینکاری است که به محفظه جعبه دنده وصل می شود. دستگاه های سیستم تعلیق در سمت چپ و راست برای نصب وسیله نقلیه و تثبیت گیربکس استفاده می شود که دارای نیازهای بالایی است. سطح فلنج و سطح مفصل گیربکس و نقص سوراخ هوا دستگاه تعلیق نقاط کنترل اصلی هستند.

تعریف نقص از اجزای کلاچ ریخته گری
در حین تولید کشته شدن اجزای کلاچ ، سوراخ های داخل ریخته گری منافذ نامیده می شوند که به عنوان حفره های کوچک یا تخلخل کوچک شدن نیز شناخته می شوند. اشکال متداول شامل سوراخ های کروی با دیوارهای داخلی صاف یا خشن یا ساختارهای گشاد متشکل از تعداد زیادی از سوراخ های کوچک است.
نقص معمولاً در برخی از نقاط داغ که ضخامت دیوار بسیار متفاوت است رخ می دهد ، و دیواره داخلی سوراخ ، برآمدگی های کریستالی دندریتیک یا ساختارهای اسفنجی مانند را نشان می دهد.
مگر اینکه منافذ بزرگ باشد و به طور جدی بر عملکرد ترمزهای کلاچ تأثیر بگذارد ، به طور کلی منافذ تأثیر کمی در قدرت و یکپارچگی ریخته گری دارند. نقص تخلخل را می توان با درمان نفوذ جبران کرد ، که تأثیر مشخصی در بهبود سفتی هوا دارد. البته همه نقص منافذ را نمی توان با این روش درمان کرد. این روش فقط در صورت عدم جدی بودن نقص قابل استفاده است.
همه ما قبول داریم که کمال وجود ندارد ، بنابراین منافذ کاملاً ممنوع نیستند. البته این مانع از پیگیری کمال نمی شود. تخلخل ، نقص داخلی ، می تواند با توجه به سطح معینی از الزامات مشخص شده در "استانداردهای کیفیت برای ریخته گری های قالب" ، داوری شود ، یعنی قطر انقباض هر ناحیه از اجزای کلاچ ریخته گری نمی تواند بیشتر از φ2.3mm باشد و قطر انقباض سطح پس از پردازش مجاز نیست که بیش از φ1.5mm باشد.
روشهای اصلی برای تشخیص نقص تخلخل ، آزمایش آناتومیکی و آزمایش غیر مخرب است. ریخته گری های مهم در حال آزمایش غیر مخرب اشعه ایکس از همه نقایص داخلی خواهند بود.
توضیحات مختصر از فناوری پردازش HY
در طی فرآیند تولید انبوه ، HY به طور مداوم روند خود را بهبود می بخشد. به عنوان مثال ، هنگامی که منافذ غالباً در جایی در اجزای ریخته گری کنده یافت می شوند ، HY سعی در بهبود محلول فرآیند خواهد داشت.
اول ، نقص موقعیت سوراخ و مورفولوژی را تعیین کنید ، علت را تشخیص دهید و تعیین کنید که آیا این یک نقص شایع از طریق داده های آماری تشخیص است.
برنامه های بهبود بسیاری وجود دارد ، از جمله افزایش حجم محصول که در آن نقص در معرض آن قرار دارد ، افزایش ضخامت شیار سرریز برای تقویت اثر اگزوز یا تنظیم موقعیت کانال شیار اگزوز برای جلوگیری از جریان مایع آلومینیوم در پیشاپیش و غیره.
چرا HY را انتخاب کنید
تولید کننده سفارشی حرفه ای: از سفارشی سازی OEM/ODM پشتیبانی می کنیم ، ما یک تهیه کننده قطعات کلاچ بازیگران حرفه ای هستیم
سیستم صدور گواهینامه کامل: HY تصویب ISO9001: 2008 صدور گواهینامه سیستم مدیریت کیفیت 2008 ، صدور گواهینامه سیستم مدیریت کیفیت CQM و صدور گواهینامه سیستم مدیریت کیفیت IQNET. اگر کیفیت استانداردها را برآورده نکند ، می توانیم آن را به صورت رایگان جایگزین کنیم.
از همه مشتریان برای بازدید از کارخانه خوش آمدید: ما صمیمانه از همه مشتریان برای بازدید از ما استقبال می کنیم.
تگ های داغ: اجزای کلاچ ریخته گری ، چین ، تولید کنندگان ، تأمین کنندگان ، کارخانه ، نقل قول ، کیفیت
برچسب محصول
دسته بندی مرتبط
ارسال استعلام
لطفاً درخواست خود را در فرم زیر ارائه دهید. ما ظرف 24 ساعت به شما پاسخ خواهیم داد.